






Производител на 3D заваряване с най-високо качество с приспособления за подови приспособления
Видео
функция
За контрол на качеството на Floor Pan и поддръжка за подобряване на капацитета на автомобилната производствена линия.
Спецификация
| Тип приспособление: | Електродъгово заваряване |
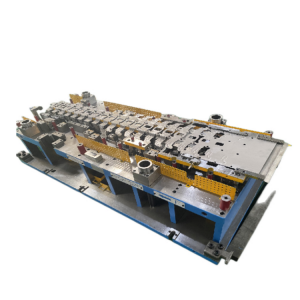
| размер: | 2200х1200х900 мм |
| Тегло: | 115 кг |
информация за продукта



Подробно въведение
Ето някои типични дизайнерски структури:
• Проста структура за позициониране (позициониращ щифт)
Използва се главно в позицията на основния позициониращ щифт.
• Лесно затягане на опората (скоба)
• Отписване (болт)
Използва се главно в основната линия, към сложната линия и основното позициониране на долната линия.
• ограничителна конструкция СТОПЕР
За да се предотврати силата на натиск или удар, причинени от твърде голяма деформация на парче или надраскване на повърхността на детайла;Посоката на дебелината на плочата на затягащото рамо има изисквания за точност (позициониращ щифт);Дължината на двойно въртящия се механизъм или кобилицата е твърде голяма;Когато ъгълът на опорната повърхност е твърде голям;Има по-голям ексцентричен дистанционен индентор.
• ЩИФОВА СКОБА
Ненамеса на щифта и детайла - точка на обръщане и детайл в линия;Трябва да има краен СТОПЕР.
• HLINK структура
Когато височината на отваряне на затягащото рамо е ограничена и се изисква ъгълът на отваряне да бъде голям или траекторията на движение на затягащото рамо е ограничена, трябва да помислим за използването на H-LINK, което е различно от обикновената връзка по своята употреба.Трябва да изберем цилиндри с CYL BRACKET, които нямат люлеене по време на движение и да използваме анти-скоба за закрепване на цилиндрите.
• Вторична SWING структура (двойно обръщане)
Двойно ОСНОВНО приспособление
В допълнение към типичната структура, има гъвкава комбинация от приспособление за бърза смяна -- скоба с двойна ОСНОВНА плоча, която може значително да съкрати времето за регулиране на подмяната на приспособлението и да намали производствените разходи;Използването на въртящата се маса BASE в приспособлението за вторичен монтаж прави интелигентната висока гъвкавост на приспособлението да стане реалност.Този режим на бързо превключване значително съкращава времето за подмяна и отстраняване на грешки и намалява производствените разходи.
Характеристики на приспособлението Double BASE:
Двойното BASE приспособление има предимствата на проста структура, малко връзки за сглобяване и добра твърдост, лесни за превключване на модели, надграждане на продукта и нужди от автоматична обработка, основните му характеристики включват:
1) Приспособлението Double BASE има универсалност, системата на приспособлението има достатъчно гъвкавост, може да се адаптира към изискванията за обработка на различни модели, цялостното тяло на линията може да се използва повторно.
2) Двойното BASE приспособление има проста структура, удобен монтаж и демонтаж и е благоприятно за бързо превключване на следващите модели.
3) Приспособлението с двойна основа има достатъчно здравина и твърдост, сглобяването на приспособлението, процесът на превключване може ефективно да осигури точността на обработка на частите.
4) BASE спецификациите на двойните BASE тела трябва да бъдат унифицирани, регулируеми за многократна употреба и компютъризирани за сглобяване и управление.
Състав на приспособлението Double BASE:
Двойното приспособление BASE се състои от две части: частта на тялото на линията на приспособлението и специалното приспособление.Корпусната част на арматурата се състои от общата част на арматурата и стандартните компоненти.Специалната част на приспособлението зависи от механизма и употребата на частите на продукта.
Структурата
1. Корпус на тел за закрепване
Основните компоненти на двойното BASE приспособление включват универсално линейно тяло на приспособлението, рамка на приспособлението и стандартна матрична BASE повърхност (вижте Фигура 2);
2. Скобите
Основните компоненти на джиг скелета включват различни уплътнения, уплътнения и ъглови седалки;
3. Позициониране на части между компоненти и компоненти на реалното позициониране на детайла
Включва разнообразие от позициониращи блокове, позициониращи щифтове, позициониращи опори и профилно осветление.
4. Крепежните елементи
Той включва стандартни щифтове и щифтове за колони, които са основните части, използвани за свързване на две BASE дъски.
Технически изисквания към арматурата
В допълнение към съответните технически изисквания на общото приспособление, следните технически изисквания трябва да бъдат взети под внимание в етапа на проектиране на двойно BASE приспособление:
▲ ОСНОВА за приспособление и опорна седалка
Основната структура на джиг линията е проектирана в съответствие с GB2804, а основните компоненти са изработени от висококачествена нисковъглеродна легирана стомана.След кражба с взлом и закаляване повърхностната твърдост на компонентите изисква HRC да достигне 58 ~ 65, а вътрешната твърдост да достигне HRC35 ~ 40, така че да се гарантира, че основата на приспособлението има достатъчно здравина, издръжливост, устойчивост на износване и стабилност.
Основната точност на размерите на компонентите на приспособлението е същата като на общото приспособление, достигайки ниво ISO6 ~ 7, толерансът на хоризонталния позициониращ отвор и базовата повърхност е ±0,05 mm, толерансът между позициониращия отвор и позициониращия отвор е ± 0,02 mm, грапавостта на изходната повърхност е 1,6 μm.
Основният отвор на плочата BASE има две серии D28 и D16.На високопрецизната повърхност на масата кръглите отвори на D28 са равномерно разпределени на всеки 100 mm или φ16 mm на всеки 50 mm.Тези отвори могат да се използват за свързване на позициониращи модули и връзки на приспособления с различни функции.
Работният поток
1. Получихте поръчката за покупка-——->2. Дизайн-——->3. Потвърждаване на чертежа/решенията-——->4. Подгответе материалите-——->5. CNC-——->6. CMM-——->6. Сглобяване-——->7. CMM-> 8. Проверка-——->9. (3-та част инспекция, ако е необходимо)-——->10. (вътрешен/клиент на място)-——->11. Опаковка (дървена кутия)-——->12. Доставка
Време за доставка и опаковане
45 дни след одобрение на 3D дизайна
5 дни чрез експрес: FedEx по въздух
Стандартна дървена кутия за износ
Ще добавим фиксиращ дървен блок вътре в кутиите, за да гарантираме безопасността на приспособленията при транспортиране.Десикант и пластмасова обвивка ще бъдат използвани, за да предпазят контролното приспособление от влага при транспортиране.





.png)
.png)